



CNC Lathe will have turret and its tool holders : slotted type, VDI & BMT.
What are the benefits if a CNC Lathe user wants to buy extra tool holders as a buffer ?
Últimas Publicaciones
5 Ways to Preserve Tool Holder Performance and Prevent Part Errors

Everyone wants to get the most out of their equipment investments—equipment that lasts. It’s also important that it performs and delivers parts on spec the first time. While some may take a “set it and forget it” approach with holders, it’s not recommended, as they have a direct impact on both parts and machinery.
Here are a few of the steps and equipment we recommend for making sure your holders deliver.
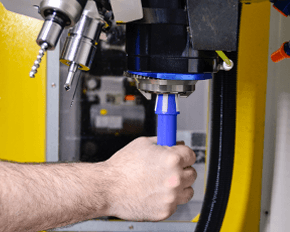
1. Connection points must be monitored and maintained
Damage on a holder taper—small dings, scratches, gouges, even debris—can magnify quickly. One bad holder can spread its problems to other machine spindles and holders like an illness and before you know it, there are hard-to-diagnose issues on parts. Plus, during storage and between uses, tool holders run a high risk of picking up oils, dust and other particles that can contaminate their surfaces—besides of course the coolant and chips from inside the machine.
Monitor and clean your holders regularly. If you see an imperfection, get them out of the rotation right away and address any issues as quickly as possible to prevent costly wear and tear.
The same goes for machine spindles and tool bores. Any particles or contamination that gathers between the mating surfaces will begin to grind and cause the surfaces to wear away, weakening the fit and severely impacting machine accuracy. Spindle, taper and bore cleaners help maintain precision and prolong the life of the machine tools, cutting tools and tool holders.
The most common taper cleaners are for HSK and V-flange shanks, and multiple bore cleaner designs exist for uses in shrink fit tool holder bores, milling chuck bores and for the internal tapers of collet chucks.
For more tips and ideas on spindle maintenance, e.g. how and why to test static accuracy and retention force, click here.
2. Getting the most out of BIG-PLUS dual-contact holders
If you think your BIG-PLUS tooling is underperforming, there are four factors to consider: dirty shop conditions, automatic tool change misalignment, the age of the machines being used and unlicensed dual-contact tooling. Regrinding a machine spindle is also an option with the help of a certified BIG-PLUS spindle rebuilder —only they have the certified gauges to dial in the proper tolerances.

3. The stakes are high with shrink-fit
If you want to see a full return on your shrink-fit investment and then some, maintenance is critical. When dealing with temperatures that can approach 600 deg. F, the stakes are heightened. This is why we recommend using dry cutting tools without oil on them. From there, diligent attention must be paid to the cleanliness of holder bores and tool shanks. Any contamination will be baked onto the metal and progressively deteriorate performance. Since the holder choice often comes down to shrink fit and hydraulic chucks—and there are some important differences—we took a deeper dive in to their strengths and weaknesses.
4. Maintaining collet concentricity
The power of the collet chuck’s gripping force is in the concentricity and tight tolerances of the clamping surface. To ensure the tool maintains its center and runout is reduced, these surfaces should be monitored and maintained. These tiny crevasses are nearly without some help. We’ve created a scrubbing tool with cleaning strips that safely removes large and small residual particles.

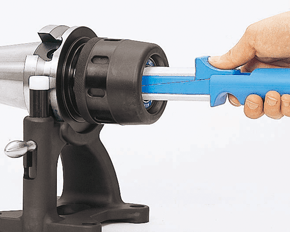
5. Tighten tools with care
Repeated exposure to too much torque can take a toll on tools, especially collet chucks and their clamping mechanism. It’s one of the reasons we’ve developed a series of wrenches to help operators more easily and confidently secure tooling for work.
Craving more holder knowledge? Click here to read about a full Q&A with our VP of Sales and Engineering, Jack Burley, on the topic in Canadian Metalworking.
Tooling and their connections aren’t the only equipment that help deliver better parts when they are properly maintained. You can read more from our experts about how to keep presetters and workholding in a high-performance state.
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.
Categorías
Comments

BIG DAISHOWA Inc.
Vie, 09/06/2023 - 09:51Hi Bala,
Buying extra tool holders as a buffer for a CNC lathe can provide several benefits. Here are some advantages:
- Quick Tool Change: Instead of manually changing and adjusting tools each time, the operator can pre-load the spare tool holders with different cutting tools.
- Increased Flexibility: By having additional tool holders, you can expand the range of available tools and cutting operations. This is useful when working on complex or multi-step machining processes.
- Improved Efficiency: With extra tool holders, you can keep frequently used tools readily available allowing for more efficient production scheduling by minimizing tool changeovers and optimizing machine utilization.
- Reduced Downtime: Having spare tool holders ensures that replacement tools are immediately available, reducing downtime caused by tool failures.
- Enhanced Tool Management: Each tool holder can be labeled and stored in a designated location, making it easier to locate specific tools when needed.
- Cost Savings: By having spare tool holders readily available, the user can avoid rush shipping charges or production delays caused by waiting for new tool holders to arrive.






Bala
Vie, 09/06/2023 - 04:49