Latest Posts




4 Things to Consider When Choosing a Tool Holder
Imagine you’re taking a cross-country road trip. Your long route takes you through mountains and forest roads, so you’re getting a tune-up before leaving. While replacing your tires, the mechanic suggests new wheels. She says there’s nothing wrong with your general steel wheels, but a more robust set would offer more insurance and better performance for the long road ahead.
You pass. Your original steel wheels should be fine. Later, struggling through what was supposed to be an easy drive, you hit a deep pothole and feel your driver’s side wheel bend. It’s a long, rough ride to the nearest mechanic. Lesson learned: without high-quality wheels, your engine and tires can’t work together to push their limits—and could even get damaged. The same lesson applies to tool holders. The cutting tool is the tire. The machine tool’s the engine. The tool holder is the wheel, an intermediary converting energy into movement—and if you’re pushing the limits, you need a good one.
Granted, a machining center is more durable than a wheel, but it’s just as vulnerable to damage from inadequate equipment. Even in a new machine, a low-quality tool holder or shoddy spindle can wreak havoc or shorten the machine’s overall tooling life. Factors like corrosion, low dimensional accuracy and instability (among others) incur costs that sting far more than a high bill at the mechanic. Fortunately, you can avoid that pain by keeping a few things in mind as you choose your tool holder.
Consider machine and spindle
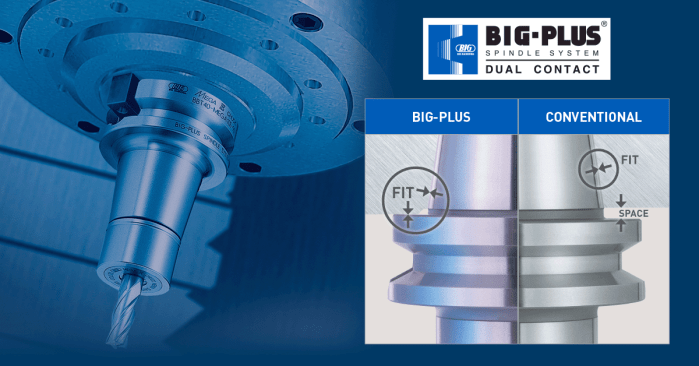
When choosing a spindle and tool holder, you want consistent results and long service life. That’s where BIG-PLUS comes in. In the BIG-PLUS spindle system, the shank contacts the spindle taper and spindle face simultaneously. The margin between the two is smaller and the contact area between the flange and spindle is larger. This greatly increases rigidity, which has huge implications for everything from ATC repeatability to boring smoothness. It also reduces corrosion and eliminates Z-axial movement at high speeds, vastly extending overall tool life.
One caveat, though: You’ll only get BIG-PLUS benefits from licensed BIG-PLUS spindle systems. BIG-PLUS spindle dimensions are strictly controlled by the BIG DAISHOWA Master Gage and meant to work with BIG-PLUS licensed tool holders. Unlicensed holders may fit the spindle and cost less upfront, but they aren’t guaranteed to reach peak performance or even operate safely. They can easily damage spindles, void warranties and cost you far more in the long run.
Make sure “dual contact” really is “dual contact”
The advantages of dual-contact holders have long been well known. However, before BIG-PLUS, dual-contact tool holders were a mixed bag. They might have been standard tools altered on the fly, custom-ground one-off sets, supplemented with shims or otherwise modified to hold the spindle more closely. BIG-PLUS changed that. Its spindles and tool holders are ground to precise specifications, closing the gap between spindle face and flange in unison every time. Operators can rest easy knowing that any licensed BIG-PLUS tool holder guarantees dual contact with any BIG-PLUS spindle.
Unfortunately, there’s dual contact and then there’s “dual contact.” Remember, unlicensed toolmakers don’t have access to any BIG-PLUS gages or official specs. Since there’s no industry standard that defines the manufacturing data and tolerances of BIG-PLUS, unlicensed toolmakers are making educated guesses through reverse engineering. Inconsistencies are inevitable. There may be space between the tool taper and spindle, causing severe chatter and vibration. Or there’ll be space at the flange, effectively turning it into a badly made standard tool holder. Stick with the real thing; look for tooling marked with “BIG-PLUS Spindle System - License BIG Daishowa Seiki.”
Make sure they accommodate incremental gage lengths
Are you getting the most precise tooling possible for every cut? Make sure to get a tool holder that can accommodate a variety of incremental gage lengths. When you’re trying to match tooling to the exact parameters of a cut, you don’t want to have to get creative or take unnecessary risks. Every millimeter counts and our tool holders offer high precision, coming in increments from 1.77” micro chucks to an extra-long 12” shell mill holder, so don’t get anything longer than necessary. Find the proper holder and you can avoid any guesswork to make the right cut every time.
Consider your specific machining needs
Think back to that long drive. You wouldn’t try to drive up and down mountains in a front-wheel- drive-only minivan, right? No matter how roomy it is, it’s not built for narrow turns or high inclines. Similarly, if you need to cut something at 12,000 RPM, you wouldn’t put that spindle in a tool holder maxed out at 8,000 RPM, regardless of how well-made the tool holder may be. Or maybe you need something for tapping operations. In that case, high rigidity may actually make it harder to weather stop/reverse and maintain synchronization. And if you’re doing full five-axis work, balance should be your top priority. Your style of tool holder should be application-specific to get the highest performance. You might need chucks, such as collet, milling, hydraulic or tapping chucks. Or you might be best served by a shrink fit holder, sick lock end mill holder or shell mill adapter. We offer all of them so you can always meet your specific needs.
30 years and counting
There’s a reason so many machine tool builders and operators have adopted our tool holders. BIG-PLUS offers levels of rigidity, consistency and durability that no one else can match and has been doing so for the past three decades. Learn more today and you’ll enjoy the benefits for years to come.
Categories
Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.








Add new comment