



Looking for BT30 High Jet Holders. Kindly send us your best quote
Últimas Publicaciones
El sistema de suministro de refrigerante ha avanzado mucho
En la década de 1980, los taladros de alto rendimiento como los indexables y los taladros tipo pala comenzaron a hacerse populares. En lugar de un taladro helicoidal que funcionaba a pocas RPM, los nuevos taladros podían operar a 1.000 RPM con tasas de penetración muy altas. El problema era que el refrigerante era imprescindible, y el refrigerante a través del husillo ni siquiera existía todavía. Avanzando hacia los años 90, el refrigerante a través del husillo seguía siendo la excepción y no la norma en muchos equipos.
Mientras tanto, los taladros que estábamos desarrollando continuaban avanzando. Los clientes tenían que tomar una decisión: continuar taladrando lentamente o encontrar una manera de entregar refrigerante al filo de corte. Decidimos que lo mejor era resolver el problema para todos, necesitara o no el cliente el sistema.
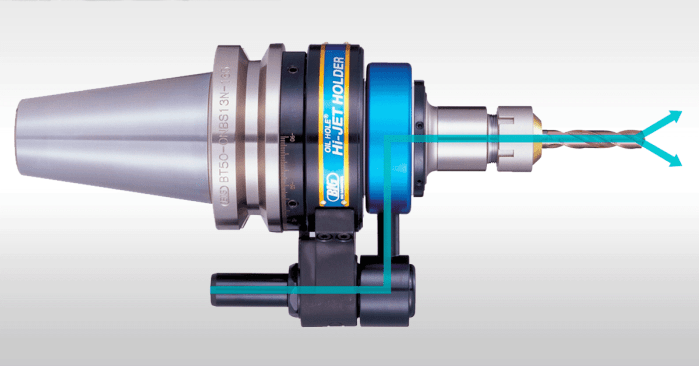
Ahí es donde entran nuestros Portaherramientas Hi-Jet. El diseño existe desde los años 70, pero se hizo popular en los 90 y sigue siendo ampliamente aceptado hoy en día. El Hi-Jet Holder es un inducidor de refrigerante que ofrece a los clientes la opción de una entrega similar a través del husillo, incluso sin husillos con refrigerante-through. Básicamente, conecta tuberías externas a la herramienta. Para algunos clientes, usar Hi-Jet Holders con cada herramienta era una mejor opción que comprar una nueva máquina.
Las herramientas de alto rendimiento han tenido refrigerante-through desde el primer día, porque lo necesitan. Todas nuestras cabezas de taladro han tenido refrigerante-through desde finales de los 80 como característica estándar. Pero, a medida que más máquinas en los 2000 y 2010 comenzaron a incluir refrigerante-through como estándar, tuvimos que mejorar la forma en que se entregaba. La entrega de refrigerante debía ser estándar en más y más herramientas.
No basta con simplemente llevar el refrigerante de la máquina hasta el filo de corte, o decir: “Tenemos un orificio que atraviesa el centro de esta herramienta”. Por ejemplo, la entrega de refrigerante es bastante sencilla en herramientas de torno; la herramienta es estacionaria, no hay que preocuparse de que el refrigerante se disperse o se dirija mal. Por otro lado, las herramientas giratorias son mucho más complejas, porque la fuerza centrífuga actúa en contra del flujo y la dirección del refrigerante hacia la pieza y el filo de corte.
Aquí hay algunas de las formas en que hemos adaptado nuestros portaherramientas a las demandas de refrigerante de la mecanización moderna.
Opciones de entrega versátiles
Aunque el primer propósito del refrigerante es mantener el filo de corte frío, también es clave asegurarse de que las virutas se alejen de la pieza y de la acción de corte. Cuando las virutas no se expulsan, la herramienta puede recortar las virutas endurecidas y provocar fallas prematuras. Usar el refrigerante adecuado a través de la herramienta hasta el punto de corte aumentará drásticamente la vida útil de la herramienta con el tiempo y proporcionará mejores acabados superficiales.
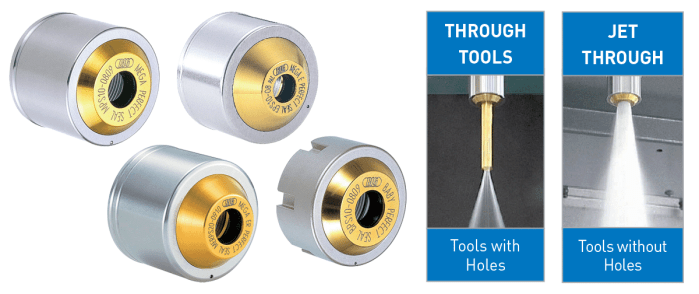
Dicho esto, una cabeza de taladro y un taladro a menudo se benefician de métodos diferentes de entrega de refrigerante. Nuestros portaherramientas han sido diseñados para adaptarse sin necesidad de comprar accesorios especiales. Perfect Seal Nuts permiten la entrega de refrigerante a través de la herramienta o un lavado periférico con un taladro o fresa simplemente agregando o retirando el sello. Con el sello colocado, se puede usar en taladros porque sella todo el flujo periférico, dirigiéndolo al centro de la herramienta. Si se retira el sello, el refrigerante fluye solo alrededor de la periferia para un lavado potente.
Incluso llevamos las opciones de entrega un paso más allá con algunos de nuestros portaherramientas hidráulicos más recientes. Sin pinzas ni accesorios, puede decidir la dirección del flujo de refrigerante. Ajustando unos tornillos en la parte superior del portaherramientas, puede restringir el flujo a la periferia o a través de la herramienta.
Bulones de tracción conforme a especificaciones
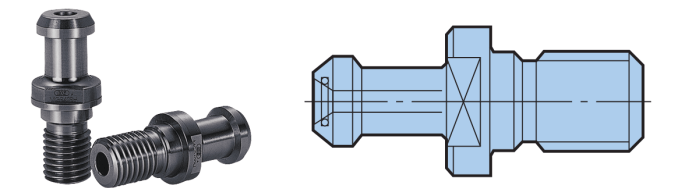
En los últimos 15 años, los fabricantes de máquinas han agregado sistemas de sellado propietarios para su refrigerante-through. Estos cumplen el importante propósito de proteger los rodamientos del husillo de la contaminación por refrigerante. Aunque los husillos HSK tienen sellado estandarizado, no todos los fabricantes lo han hecho de la misma manera. Estos sistemas propietarios deben coincidir cuidadosamente con los bulones de tracción, el extremo emparejado de la herramienta. Por ejemplo, la mayoría de los bulones de tracción cónicos pronunciados que vendemos en el mercado tienen al menos un sello O-ring, si no dos.
Es muy importante que los bulones de tracción se fabriquen según las especificaciones del fabricante para garantizar el sellado. Una conexión con fugas entre el bulón y el husillo de la máquina puede desgastar rápidamente los rodamientos, especialmente en sistemas de alta presión (aprox. 1.000+ PSI).
Eliminando la necesidad de modificar la herramienta de corte
El mejor conducto de refrigerante de la máquina al filo de corte es el portaherramientas, no la herramienta de corte. Para empezar, no muchos saben que un buen portaherramientas con refrigerante por chorro rinde igual que una fresa de carburo con refrigerante-through, pero a la mitad del costo por herramienta. Tener una solución de sujeción versátil lista para usar que cubra la necesidad con cambios mínimos es un gran beneficio.
Dicho esto, algunas empresas de herramientas de corte o usuarios finales realizan ranuras en el vástago de la herramienta para lograr resultados similares. Es efectivo, pero costoso y logísticamente complicado, porque las herramientas dejan de considerarse estándar. Los portaherramientas con chorro de refrigerante eliminan este costo gracias a sus orificios de entrega altamente dirigidos y presurizados.
Otra manera de pensarlo: si tengo una fresa de 3/8", el vástago es de 3/8" y el filo de corte de 3/8", por lo que el refrigerante periférico seguirá la herramienta de manera precisa; si estoy taladrando un agujero de 3/8" usando un taladro con vástago de 1/2", ese refrigerante no alcanza el filo de corte.

Pruebas rigurosas y de alta tecnología
Para portaherramientas como nuestros Portaherramientas Hidráulicos Jet-Through y Portaherramientas Shrink Fit, probamos y volvemos a probar los prototipos de entrega de refrigerante diligentemente. Con la ayuda de cámaras de alta velocidad, podemos observar cómo los orificios periféricos de diferentes ángulos, tamaños y ubicaciones afectan la interacción del refrigerante y las virutas en el corte, en tiempo real. Hacemos todo esto para construir sistemas de los que la mayor cantidad posible de clientes pueda beneficiarse, ya sea operando a 1.000 RPM o 20.000, 500 PSI o 2.000.
Al final, experimente y ajuste la entrega de refrigerante, ya sea presión o dirección. Una fresa más grande no significa necesariamente que se requiera refrigerante enfocado de alta presión, mientras que un trabajo de taladrado delicado sí lo necesita; un cierto material que pensaba que aceptaría el refrigerante, puede que no. A medida que nuestras herramientas han evolucionado, hemos intentado ofrecer el alto rendimiento requerido y las opciones para ajustar la entrega de refrigerante exactamente como se necesita.
Categorías
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.








Pravin Badhe
Mar, 14/05/2024 - 03:36