Últimas noticias




¿Quieres conocer acerca de portaherramientas, brocas, cortadores y máquinas?
El micromaquinado, una de sus características es que el volumen del corte producido en cada pasada de la herramienta es muy pequeño, no es una operación de “alto avance”. Más bien, implica una alta velocidad del husillo en relación con el diámetro de corte. La pieza puede ser físicamente más grande, pero los detalles de la pieza requieren perfiles ultra pequeños conseguidos solo mediante micromaquinado. En otras palabras, el micromaquinado no tiene un alcance limitado únicamente a piezas en miniatura.
Sujeción de Herramientas
En la industria médica, donde las tolerancias estrictas son un “estándar”, el run-out dinámico (la medición del husillo a altas velocidades, realizada con láser o tecnología de resistencia, capacitores) y el balanceo deben controlarse para entregar y mantener una vida útil de la herramienta viable. Gran parte de esta carga recae sobre el portaherramientas. El balanceo bajo la norma “ISO16084” no cambia a medida que aumenta la velocidad del husillo, sin embargo, las fuerzas que se crean aumentan exponencialmente junto con la velocidad. Los resultados impactantes aparecen rápidamente en el micromaquinado.
Cuando aparece el run-out, el filo más afectado se lleva la mayor parte de la carga de corte. El desgaste desigual hace que la herramienta falle más rápidamente, siendo diferente cuando la herramienta gira alrededor del eje central como se esperaría. En una aplicación de un cliente, descubrimos que barrenar una pieza de trabajo de acero de 0.590" (14.98mm) de profundidad, con una broca de carburo de 0.118" (3mm) de diámetro en un portaherramientas con un run-out de 0.00008" (0.002mm) producía 2300 barrenos. Un portaherramientas con un run-out de 0.0006" (0.015mm) producía casi dos tercios menos de barrenos, sólo 800. En este escenario, al elegir un portaherramientas premium, el taller podría ahorrar cientos de dólares al mes en consumo de carburo, así como en consumo de mano de obra debido a un menor número de cambio de herramientas.
Los atributos de los portaherramientas que pueden impulsar la producción incluyen un diseño simétrico, un colapso perfectamente concéntrico de la boquilla alrededor del cortador y una tuerca con pista para rodamientos de bolas con roscas rectificadas de precisión.
Retos

Si bien estas características son buenas reglas generales, las cosas cambian rápidamente en este campo y como nuestros clientes, debemos adaptarnos a medida que surgen diferentes tendencias.
Los tamaños de los lotes son cada vez más pequeños. Los tornillos para huesos, por ejemplo, se trabajaban normalmente en tornos de tipo suizo de varios ejes, en los que las mismas herramientas y programas funcionaban durante días. Tradicionalmente, la creación de prototipos en esta manera no era una opción debido a la complejidad y el tiempo que implica la programación y la configuración. La necesidad actual de tamaños personalizados exige flexibilidad y cambios rápidos para seguir siendo productivos.
Estamos invirtiendo una gran parte de nuestra investigación y desarrollo (I + D) para abordar este desafío. Estamos trabajando en portaherramientas hidráulicos que podrían hacer obsoleto el enfoque de décadas de uso de boquillas ER. Permitiría, por ejemplo, realizar un simple cambio de broca en una línea de producción en segundos.
Refrigeración
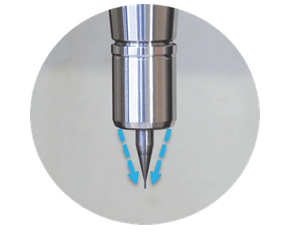
Otra tendencia en la industria médica impulsada por la Administración de Drogas y Alimentos de los Estados Unidos (FDA) es el maquinado limpio sin el uso de refrigerantes solubles en agua. El maquinado criogénico o de CO2 super frío con nitrógeno líquido se considera posible sustitución. La protección del refrigerante en las piezas pequeñas ubicadas a veces en la punta de los portaherramientas, siempre ha sido una preocupación, pero el uso de gas requiere más atención para que los portaherramientas sean efectivos. Nos centramos en dos características:
- Portaherramientas que estén completamente sellados del exterior (atmósfera).
- Muy pequeños orificios de refrigeración en la cara de la boquilla o tuerca que restringen el flujo adecuado del gas.
Herramienta
También se deben tomar en cuenta las consideraciones de las herramientas para mantenerse al día con el exigente campo médico. A menudo, no se pueden lograr mejores resultados simplemente aumentando las velocidades del husillo o utilizando herramientas más pequeñas; es necesario un conocimiento más profundo de los cortadores.
Consideramos que las herramientas con diámetros <3mm son microherramientas. Estas no son simplemente versiones más pequeñas de sus contrapartes macro. Tienen consideraciones geométricas particulares. Por ejemplo, la broca SPHINX de 1mm puede funcionar a 80xD. Pero esto solo es posible debido a que el zanco cilíndrico se extiende más abajo del área de corte de la herramienta, más cerca de la punta, para facilitar el picoteo y mantener la fuerza.
El carburo de la herramienta debe ser de grano ultrafino (tamaño de grano nano o submicrónico) para garantizar una alta resistencia a la abrasión y una buena tenacidad. Los recubrimientos también son valiosos, pero es importante comprender cómo los recubrimientos pueden afectar negativamente el rendimiento de las microherramientas. Las microherramientas tienen acabados superficiales extremadamente finos y filos en los bordes. Los recubrimientos pueden llenar un espacio valioso, por ejemplo, una ranura en una broca necesaria para la evacuación adecuada de la viruta, fundamental en estas aplicaciones.
Los recubrimientos deben ser ultrafinos (<1µm) y lisos; nuestra experiencia muestra que los recubrimientos mal aplicados dan como resultado una vida útil deficiente de la herramienta provocando fracturas; el recubrimiento reduce el filo del gavilán, aumentando la fuerza de torsión en la broca. Cuando sea necesario aplicar un recubrimiento, consulte con el fabricante de la herramienta de corte para proporcionarlo directamente.
Las virutas con las microherramientas naturalmente no se llevan bien. El equilibrio de velocidades bajas de husillo con herramientas que tienen más filos permite una velocidad de avance ideal, pero la evacuación de virutas puede verse afectada. La determinación de la carga de viruta adecuada, lo más cerca posible del filo de corte, permite operaciones con la máxima velocidad de husillo, acelerando el ciclo y mejorando el acabado de la superficie.
Existen condiciones óptimas cuando la carga de viruta es relativamente igual al radio del filo de corte. Muchos micro cortadores están diseñados para que el radio del filo tenga un ángulo de inclinación positivo para crear una acción de corte. Una carga de viruta menor que el radio del filo a menudo da como resultado un ángulo de inclinación negativo donde la herramienta embarra el material en lugar de cortar. Esto aumenta la fuerza requerida y genera más calor, lo que puede resultar en filos achatados y una vida útil deficiente de la herramienta. Una carga de viruta significativamente mayor que el radio del borde de corte a menudo conduce a fallas prematuras porque la herramienta no es lo suficientemente robusta para soportar tales fuerzas.
Máquinas Herramienta
El micromaquinado requiere máquinas herramienta con muy alta sensibilidad, fina resolución axial para avance y husillos muy precisos capaces de trabajar en alta velocidad con bajo run-out dinámico. Para las operaciones de microbarrenado, las micromáquinas especializadas son las mejores.
Las micro fresadoras son adecuadas para microherramientas y piezas de trabajo pequeñas. Se caracterizan por velocidades de husillo superiores a 50,000 rpm, utilizando pequeños portaherramientas HSK como HSK-E32, E25 o E20. Con el portaherramienta correcto, el run-out de la herramienta se puede controlar a menos de 1µm (0.00004") en el filo, lo que garantiza una precisión submicrónica.
En el micromaquinado médico, es fundamental comprender cada pieza del rompecabezas del equipo. También es importante no hacer suposiciones basadas en otras herramientas o piezas con las que pudo haber trabajado, especialmente en tamaños más estándar. Invierta todo lo necesario en prepararse para el próximo trabajo médico y obtendrá mejor resultado en tiempo y piezas de su trabajo.
Para obtener más información sobre estas y otras soluciones para la industria médica, contáctenos o consulte nuestro último catálogo de High Performance Tooling Solutions.
Originally published in
Categorías
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.