Latest Posts




Creative Tooling Combinations Supercharge 5-axis Roughing
Tooling catalogs can be daunting and 5-axis roughing can be painstaking. Hopefully, we can help a little with both in the content below. We’ll explore some tooling combinations that save serious time while cutting and when setting up. The right holder paired with the right cutter can open all kinds of doors when it comes to 5-axis roughing. Let’s look at a few examples.
Getting more reach and rigidity
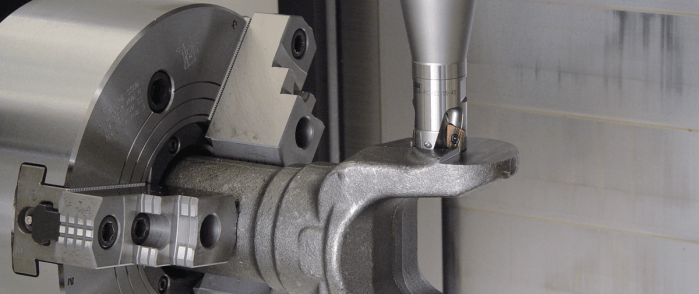
The Contact Grip is a modular, thread-on style cutting tool. Its unique tapered body design is ideal for 5-axis work in that its narrow body is more supported near the flange to resist variable pressures involved with complex 5-axis movements. The Contact Grip can be used as a more stabilizing extension that can handle the side load involved with milling. It also opens the possibility to more effectively use several different cutter types, including chamfers, indexable end, ball nose and radius mills.
For example, if you're using a straight shank with a radius mill to cut pockets, chances are you’ll have a long stick out with a lot of chatter. The solid taper construction of Contact Grip allows you to be more aggressive with movements, like spiraling, to get cleaner, faster cuts inside complex parts.
Less remeasuring and remodeling
Whenever you're dealing with cutting held by a collet chuck, shrink fit or a hydraulic holder, the tool assembly offset will change when a cutter is replaced. Maintaining that offset can be a problem because you either need to have an end stop inside the holder or you have to model the whole process in order to make sure that there's no collisions or interference issues. With the Contact Grip’s thread-on style, length will stay within a very close tolerance of a model’s gage lines with every changeover.
Using your machine’s full capability
Oftentimes with a standard solid carbide end mill, you'll see a helix cutting tool used in the Z-direction to get down to a specific height, and then it’s moved in the X and Y to make a pocket. With the Fullcut Ramping Mill, you’re able to move simultaneously in the X, Y and Z directions in order to ramp down and around the workpiece, rather than having a whole series of steps that are then followed by X and Y movements. A ramping mill with a holder like the Contact Grip is able to get into the recesses of a part that you couldn't get to just by doing X and Y movements.
Clearing out big holes fast

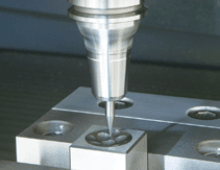
Full 5-axis machining starts a three-plus-two roughing or hole making that can waste a lot of precious 5-axis spindle time. The use of large diameter drills is commonplace in traditional 3- and 4-axis machining on large machines and large parts, but more and more smaller machines are being equipped with BIG-PLUS spindles with higher horsepower. This creates the opportunity to use larger tools for larger material removal rates. The use of a BIG-PLUS shank and spindle allows for a very easy process that removes the same amount of material as milling but in a fraction of the time. By using our Series 336 IC drill it may take a matter of seconds to create a 2-inch hole, whereas circle-interpolating with an end-mill might take minutes.
There’s another tooling combination that can solve the hole-making issue. The straight Smart Damper extension is often used to ensure finishes and tolerance, but when paired with a twin cutting boring head, it allows for heavy depths of cut. The integrated damping of the Smart Damper along with the powerful plunging motion saves dramatic time when compared to common approaches like helical interpolation.
Getting creative with how you mix and match tooling, especially when it comes to 5-axis roughing, can pay big dividends. Want proof? Each of the operations and combinations explained here were used, at least in part, to get this from raw material to this stage in just about 90 minutes.
Categories
Tags:
5-axis Machining






Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.