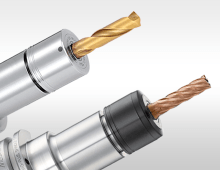
Five-axis roughing can be painstaking. Pairing the right holder with the right cutter can save serious time while cutting and when setting up -- and eliminate those pain points.
As a raw material, tungsten carbide is a limited natural resource and a widely popular tool material due to its hardness and heat resistance. We can both save money by reducing the consumption of carbide and help our environment by fully utilizing every tool before recycling the rest.
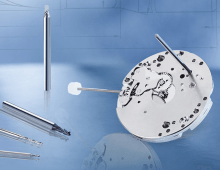
Micromachining, cutting where the volume of chips produced with each tool path is very small, is not a high-speed operation in relation to chip load per tooth. Rather, it involves a high spindle speed due to cutter diameter. The part may be physically larger, but details of the part require ultra-small profiles achieved only by micromachining. In other words, micromachining is not limited in scope to only miniature parts.
Because of the popularity of BIG-PLUS, many tooling companies, without a proper license, offer what they call dual-contact tooling. But not all dual-contact is the same. Let’s tackle a few of the most common misconceptions.
Everyone wants to get the most out of their tool holders. While some may take a set it and forget it approach with holders, it’s not recommended, as they have a direct impact on both parts and machinery. Here are some tips to ensure your holders deliver.
Milling is a core operation in all kinds of manufacturing environments. Here are five different types of milling holders, each with their own strengths and weaknesses. We’re here to help you choose with a breakdown and tips for using each.
When it comes to dialing in an ER system’s performance to match a specific application’s requirements or long life, there are three components to consider: the collet, the body of the holder and the nut.