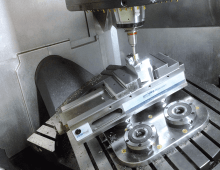
Machining vibration disrupts efficiency, reduces tool life and damages part finishes. Solving it isn’t easy as causes are varied and interconnected. Discover strategies to tackle vibration for better results.
Even though it has been around forever, does the vise have limitations for shops in a competitive marketplace? Do you need to reinvent the wheel to reduce some of its limitations? To evaluate the vise’s viability in today’s manufacturing operations, we need to uncover the most efficient way to apply it.
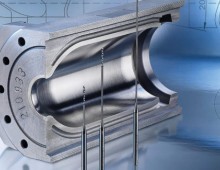
It all began with “Scuffgate,” a small chamfered edge that became a critical priority and evolved into a growing demand for fine finishes and feel in a world of myriad applications that only precision chamfering can deliver.
Considering we deal in some of the smallest parts and pieces in the machining world, we fully understand that your results will be only as strong as your weakest link.
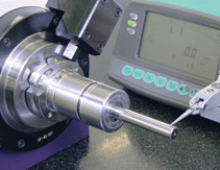
Runout is one of the sneakier issues machinists and tool managers must deal with. It’s almost impossible to recognize in-process and difficult to diagnose after the fact. We identify potential sources.
Even in the cleanest, you-can-eat-off-the-floor machine shops, the reality is that at all times, chips are flying, smoke is forming and coolant is spraying.
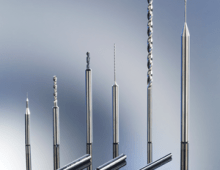
Opportunities abound for shops to cash in on the ever-growing micro machining market, but the differences between different types of micro tools vary from those found in standard tooling. Here are some insights into the extra care and know-how needed to achieve success and build a successful reputation as a reliable supplier of micro machined parts.
The BIG KAISER Sphinx drill series includes more than 2,000 different drills under 3 mm in diameter as standard. With a range of 0.05 to 3 mm diameters.