Latest Posts




Your Complete Guide to Runout in Machining and How to Avoid It
Key Points
-
Runout negatively affects tool life, part quality, and overall productivity, often without immediate visibility. Even small amounts of runout can lead to higher production costs and premature machine wear over time.
-
The primary causes of runout include tool holder quality, tool assembly size and tool material. High-quality tool holders with maximum taper contact, optimized tool assemblies with lower length-to-diameter ratios and appropriate tool materials help minimize runout.
-
Small improvements in runout accuracy can significantly extend tool life and reduce tooling costs. The "One Tenth = 10% Rule" highlights how reducing runout by just 0.0001" can increase tool life by 10%, yielding substantial savings across multiple applications.

Runout can be a silent killer of productivity, finished part quality, tool life, and ultimately, a shop's bottom line. While its effects might not be immediately visible during machining operations, the cumulative impact of runout can lead to significant losses in both time and money. Understanding and controlling runout is crucial for any machine shop looking to maintain competitive advantages in today's precision-driven manufacturing environment.

What is Runout in Machining?
Runout is one of the more challenging issues that machinists and tool managers must address in their operations. At its core, runout refers to the variation in the diameter of a cutting tool at certain points as it rotates. What makes runout particularly troublesome is that it's almost impossible to recognize during machining; instead, it often reveals itself when the part is finished and it’s already too late. Machine spindle measurement tools can measure runout, but how can you avoid it in the first place? The potential sources are numerous and varied, making it complex—but solvable, nonetheless. Read on to learn more.

The Negative Effects of Runout
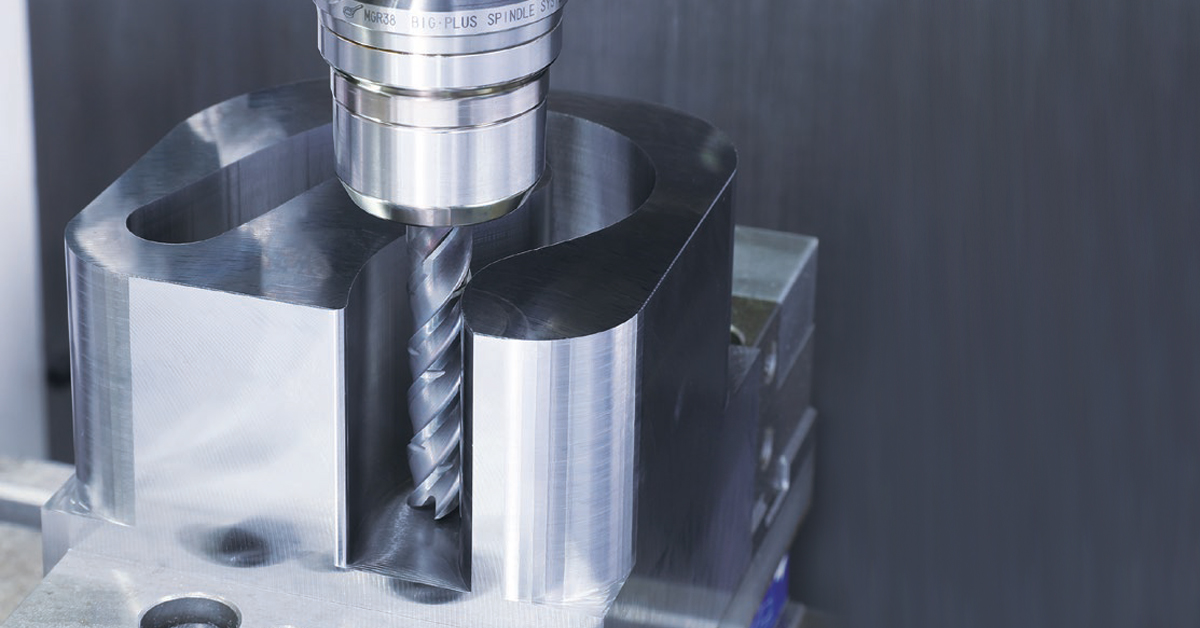
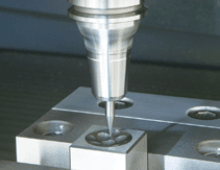
Even when parts appear to be within specifications, runout can have significant hidden impacts on your machining operation. When a drill or mill doesn't run concentric to its centerline, it generates more force in the direction of the biggest margin, causing just one side of a tool to do most of the work.
In an ideal scenario, each tooth should hit at the exact same spot along the workpiece. However, when runout is present, some teeth hit the workpiece more frequently than others, doing a disproportionate amount of the work. For example, if you have a six-tooth cutter but the tool has runout of more than a thousandth of an inch, you're likely only effectively using three of the teeth.
This uneven distribution of work leads to premature tool wear and reduced tool life; quality issues in finished parts; and higher production costs. And while it might not be immediately noticeable, runout issues can even prematurely wear or damage your spindle and other machine components. Even if your parts are generally to spec, it’s smart to keep an eye on runout and commit to reducing it.
Image
Factors that Impact Runout (and How to Fix Them)
As mentioned, there are myriad ways runout can occur, and oftentimes, it’s a combination of factors. Here are some of the most common.
How Tool Holder Contact and Quality Affect Runout
The quality and characteristics of your tool holder play a crucial role in managing runout. Not surprisingly, the stronger and more precisely a tool is held, the less runout will occur. In this vein, there are four critical factors:
- Clamping force
- Concentricity
- Rigidity
- Balance for high spindle speeds
Reduce Runout with High-quality Tool Holders
Given the above factors, how can you assess tool holders to ensure they meet the requirements for minimal runout?
There’s a simple rule of thumb here: Pay attention to where metal meets metal. This includes taper-to-taper contact, nut-to-collet face, the collet angle and pullstuds. Use the following criteria to evaluate tool holders:
Make sure you choose tool holders with maximum taper-to-taper contact. Our MEGA ER Grip collet chucks, for example, are manufactured to sub-micron tolerances that allow for at least 96% taper-to-taper contact.
In addition to taper-to-taper contact, contact between the cutter and the holder is vital. The standard collet angle, for example, is 16 degrees, which provides an appealing clamping range. However, a chuck at 12 degrees will make more contact and offer more control of the tool.
Consider upgrading your traditional nut to a collet nut with ball bearings. It may be a slightly higher investment, but bearing nuts provide higher clamping and lower torsion force on the collet for a better grip.
Often overlooked as cheap and replaceable components, pullstuds can significantly impact runout. A pullstud that doesn't align perfectly with the centerline of the taper and retention system will create lateral forces against the system. High-quality pullstuds should be made from strong metals (such as through-hardened H13 premium tool steel) with precision-ground features to resist deformation and ensure accurate location.
Choose the right tool holder for the job. For example, collets are generally better suited to very small tooling when compared to jaw-style chucks. When choosing a collet with the correct gripping range, it is important to remember that all collets collapse onto the chosen tooling—they are not designed to expand. If a size is written on the collet itself, this is usually the maximum tooling diameter that can be accommodated.
How Tool Assembly Size Affects Runout
The physical characteristics of your tool assembly play a significant role in how runout affects your operation. For example, the length-to-diameter ratio and mass are going to affect force as it spins. Shorter tool assemblies will generally be less of a concern in terms of runout. It’s also important to note that two different-sized tools may have the same amount of runout, but the outcomes can look very different.
Reduce Runout with Optimized Tool Assemblies
Pay attention to the size of the tool to determine if runout will be an issue. With tools ¾-inches in diameter or larger, runout of 0.0005" may not impair tool life. However, this same runout on a smaller tool will have a greater negative impact.
Second, keep an eye on the length of your tool assemblies. Keep the length-to-diameter ratios as low as practical. If you’re concerned about needing longer tooling lengths or long modular tooling for complex jobs, talk to a tooling expert who can help optimize these assemblies for stability.
How Tool Material Affects Runout
Different cutting tool materials react differently to runout. Research has shown that carbide tools, while generally capable of higher performance, are more sensitive to runout than HSS (High-Speed Steel) tools.
Reduce Runout with the Right Tool Material Choice
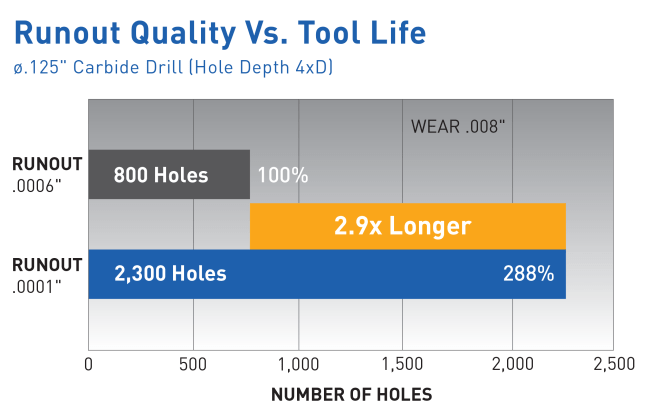
Testing at the BIG DAISHOWA Mega Technical Center in Japan revealed that a carbide drill lasted 2.9x longer at the lower runout level by producing 288% more holes. The HSS drill, on the other hand, lasted only 2.1x longer and made 214% more holes at a better accuracy rate. This tells us that carbide might be a better choice for operations where runout is not a concern; while HSS would be the choice for cutting applications at a higher risk for runout.
How Runout Accuracy Pays Off
The financial impact of runout can be calculated using the "One Tenth = 10% Rule": one-tenth (.0001") of runout will increase or decrease tool life by 10%. This means that reducing runout from five-tenths to one-tenth can improve tool life by 40%.
Consider this real-life application example: When drilling into a steel workpiece .590˝ deep using a .118˝ diameter carbide drill, we can see the monetary difference of improved runout:
| Runout Accuracy | .00008" | .0006" |
|---|---|---|
| Number of holes drilled | 350 holes/day | 350 holes/day |
| Number of working days | 20 days/month | 20 days/month |
| Tool life (holes) | 2,300 | 800 |
| Number of tool changes | 3.0 | 8.8 |
| Unit price of tools | $35.00 | $35.00 |
| Tool expenses | $105.00 | $308.00 |
| Time for replacing a tool | 10 minutes | 10 minutes |
| Machine charge | $80.00/hr | $80.00/hr |
| Expenses for replacing a tool | $40.00 | $117.33 |
| Total cost | $145.00 | $425.33 |
| Cost difference | $280.33 | |
The difference in monthly costs amounts to $280.33 for just one application. When multiplied across multiple machines and applications, the savings potential becomes substantial. And what might have seemed like “acceptable runout” becomes much harder to stomach.
Focus on Runout—Reap the Benefits
The most successful manufacturers consistently invest in premium tooling because it improves runout and directly impacts their bottom line. While higher-quality tool holders and components may cost more initially, the long-term savings in reduced tool wear, improved productivity, and better part quality make them a smart investment for any machining operation.
Categories






Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.