Latest Posts




Selection Criteria for Small/Moderate vs. High Production
Machinery tooling and equipment that get parts produced the fastest is always the best choice, right? Given batch quantities of tens or hundreds of thousands of parts, the answer is obviously yes. But what else needs to be considered when choosing equipment for low- to mid-range production volumes?
Versatility
When tool holders are needed for several existing jobs (and for those unforeseen), it’s likely that collet chucks will often be selected due to the wide range of shanks that can be held, especially considering drills, where reinforced-shank tools are not always common, so in-between sized shanks are the norm. Holders with higher clamping forces, such as milling chucks, can also be sleeved to accommodate multiple shank sizes.
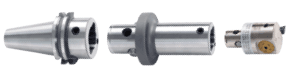
Modular systems, commonly used for boring tools, are another way to allow tooling components to be re-used in the production of multiple part types. Fully modular systems, consisting of a base holder and several different “building block” components allow for the highest number of assembly configurations while utilizing the least number of overall components. Boring heads, usually the most expensive piece of the assembly, which feature multiple insert holder sizes and types, ensure that these heads won’t be obsolete if the scope of jobs changes outside of a narrow window.
Fixtures that hold parts on the machine table are still usually custom-made to rigidly hold the part for effective machining but indexing those fixtures into and out of the machine envelope doesn’t have to be a huge time drain thanks to zero-point clamping systems that palletize the fixtures for quick changeovers. Air and manually operated systems exist to get fixtures mounted in minutes or even seconds and offer repeatability within microns.
High-volume production emphasizes lowest cost per part
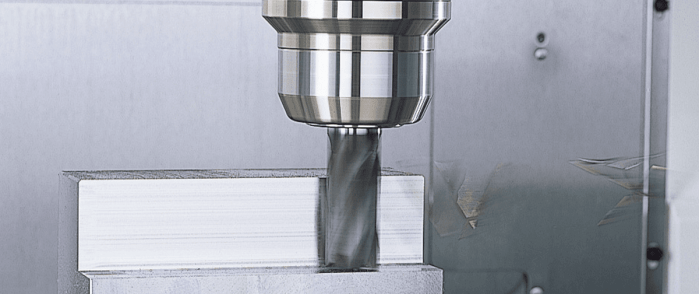
Given that most of the tooling costs over time will be in the perishable realm, tool holder selection is driven by what can be run at the highest speeds and feeds and hold the cutters securely and accurately to maximize their life. Shrink-fit, hydraulic and high-accuracy milling and collet chucks are generally selected.

While shrink-fit solutions can offer challenges with handling due to the high temperatures involved, their one-piece design offers a very rigid solution that is easy to balance. Hydraulic chucks have an often-unrealized benefit of vibration damping, as the fluid inside of these holders helps to absorb cutting vibrations, leading to superior surface finishes. Milling chucks designed for high cutting speeds typically have a smooth profile on the clamping nut to eliminate the vibrations that can be caused by spanner wrench flats when rotated at high speeds. The clamping nut also makes face contact with the chuck body to provide rigidity on par with a solid holder. Collet chuck systems vary greatly in price depending on the manufacturing processes and tolerances used.
Higher-end systems offer smaller steps between collet sizes and superior surface finishes on all critical contact surfaces. Seemingly small details like bearing nuts for clamping the collet into the chuck have a big effect on clamping accuracy and component life since they do not exert torque to the collet face, which can cause distortion and lead to higher runout.
Processes change as well to reduce cycle times. For hole-making, a transition usually occurs moving away from circular and helical interpolation with milling cutters to plunge cutting with rough boring tool. Semi-modular boring systems have several shank options for lengths and connection sizes to provide assemblies that allow necessary boring depths without an excessive number of assembly components. Fine boring heads for high-volume production feature integrated counterweights to compensate for tool unbalance as diameter adjustments are made.

Machine considerations
In any case, if the machine tool is part of this selection process, don’t let the spindle type become a detail that is either overlooked or limited to what a certain builder offers or has available in the showroom during times of short supply. This can lead to limitations down the road when it turns out that taper is available from only one or two sources, is more commonly offered with metric holder sizes when you’re heavily invested in inch tooling or is just a more costly alternative to other taper types, which may hinder your ability to invest in the quantity and quality of the tooling that you need.
Most machine builders today offer some type of dual-contact interface for higher rigidity and repeatability of the machine spindle/tool taper interface. Be sure to do research to determine which dual-contact system will be best for your applications. While some are more tailored for heavier cuts, others excel at lighter high-speed operations.
Rather than making the decision based on speed alone, using these guidelines when selecting equipment for varying levels of production volume, will pay off not only now but also in the future.
Categories
Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.






Add new comment