Latest Posts




4 Tips for Choosing the Right Workholding Device
When it comes to securely and accurately situating material on a machine table, there’s often more than one way to get the job done. Are they all as precise or productive? Probably not, but they’ll get the part to the next step of the process. Everything will seem to be running as planned, but over time a scrap part here, or slow down there, and the cost of taking the easier or cheaper route adds up.
That said, if you get into a situation where you know the part can’t be made with any of the fixtures around the shop, or production rates just aren’t keeping up, there are fundamental factors to understand before setting out to find a new device. These will vary in importance from shop to shop and some will be easier than others to assess. Understand these four things about the job, and we promise you’ll find the best workholding device for any project.
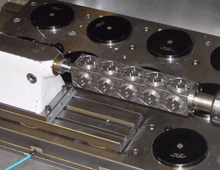
Part size
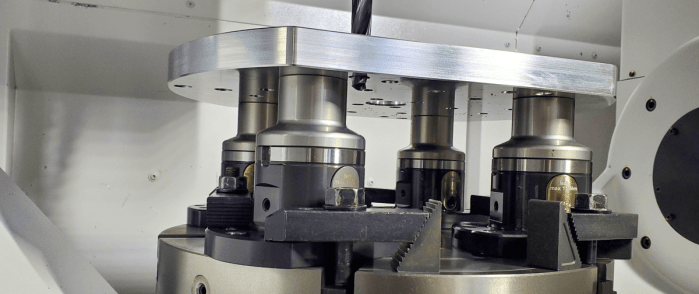
Two of the most important factors of a good workholding setup are stability and access. Both have a direct connection to right-size workholding, and finding a balance between the two is needed. The fixture may be large and provide rigid holding, but increases the chances of access to the workpiece being limited—and vice versa.
- If a part is too small for your fixture, consider palletizing multiple parts.
- If a part is too big for your fixture, consider upgrades if what you have is modular, or add custom pieces, if possible.
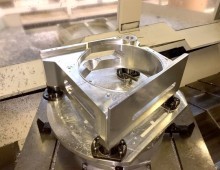
Part shape and material condition
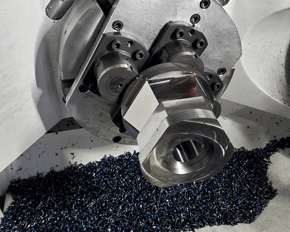
Choosing workholding that accommodates the shape of your part really comes down to whether it’s round or prismatic (has flat sides). If the parts are prismatic, most often a vise will do just fine. If the part is round, you’ll need to hold on to an outer or inner diameter on the part. This may require a collet chuck, lathe chuck or V-blocks, if it needs to go into the mill and so on.
Knowing if what’s coming through will be raw material, a casting or partially finished parts, will also indicate what the workholding will have to accommodate. For example, a round raw bar from the mill may have an OD tolerance of ±.005", but if a part is cast, then the size may be ±.02"—could be better, could be worse. If a part has already been machined, then the size is not a variable, it’s a known controlled value.
Production and mix levels
The frequency and complexity of part changeover should impact how fast you need your workholding to be. Generally speaking, the higher the part mix and/or production level, the more changeovers. Seriously consider how much time a certain piece of workholding will require during locating and clamping.
Level of operator interaction with workholding
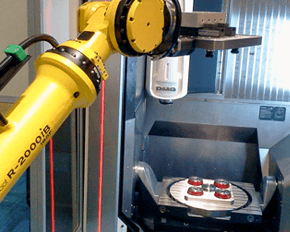
How automated is your loading, unloading, clamping, etc.? Or, what investments are planned for your shop’s automation, and will any of it be for machining? Workholding is a key consideration if any automation is in the works. If not, you’ll still need an understanding of who will be handling workholding, how many people, experience level to choose correctly.
While we often think of robots or assembly lines when we think automation, when it comes to workholding, the focus is largely on the ability to clamp and unclamp the part or fixture repeatably and accurately, typically with the help of air or hydraulics. There are three levels of automation for consideration in workholding.
- Fully automatic. All loading/unloading of parts and/or fixtures is done automatically including the clamping of the systems.
- Partially manual/automatic. A mixture of manual loading and automatic clamping.
- Fully manual. All setup and clamping are done by a human.
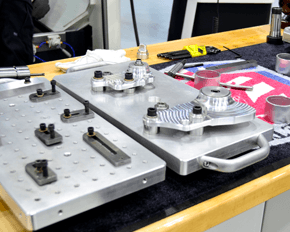
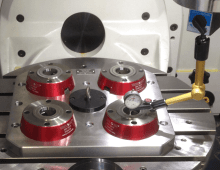
At BIG DAISHOWA, we specialize in modular workholding that provides flexibility, efficiency and functionality. UNILOCK zero-point workholding provides value through versatile solutions that are simple to integrate into existing machinery and setups.
Categories
Tags:
Workholding






Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.