Últimas noticias




Selección del Ángulo de Incidencia y el Inserto Correctos para Borings
Hay muchos factores a considerar al seleccionar los componentes de una herramienta modular de boreado: cabezal de boreado, tamaño de la herramienta, número de extensiones necesarias para que sea lo suficientemente larga e interfaz de husillo de la máquina. Sin embargo, si cree que estas opciones son las más importantes para el éxito del boreado, piénselo de nuevo. Hay dos cosas más: el portainserto y el ángulo de incidencia, los cuales deben seleccionarse según la aplicación.
La mayoría considera que se debe utilizar el ángulo de incidencia lo más grande posible, de forma que se reduzca el espesor de la viruta porque esto le permite aumentar la velocidad y los avances. En BIG KAISER, tomamos un enfoque diferente. Preferimos ángulos cercanos a 90° (0° de incidencia) porque aplican la menor cantidad de presión radial contra la herramienta. Esto es mucho más eficaz para combatir la vibración que compromete la productividad de las piezas y la vida útil de la herramienta, sin comprometer el desempeño.
Nuestras herramientas de boreado de acabado, desbaste y portainsertos siguen este enfoque. Las reglas para el boreado de desbaste de doble inserto y el boreado de acabado de un solo inserto son similares, pero no iguales.
Opciones de Portainsertos para Boreado de Desbaste.
Las herramientas de boreado de desbaste de doble inserto vienen con una opción de dos tipos de portainsertos.
Insertos CCMT de dos filos. Con 0° de incidencia permiten formar un hombro a 90° al fondo de un barreno para que el ensamble de un rodamiento o un sello se ajuste de manera precisa.
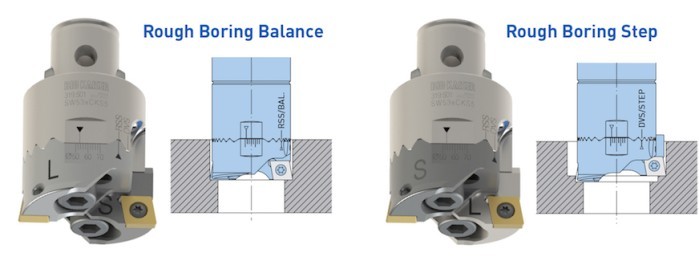
Si bien los insertos CCMT se usan para cortes balanceados (cerca del 90% de las aplicaciones), pero al tratarse de herramientas con un voladizo L/D de 5:1 o mayor, la primera opción para configurar un boreado de doble inserto, es ajustar el cabezal de boreado en corte escalonado ya que esto proporcionará una menor cantidad de remoción de material por inserto, lo que resulta en fuerzas de corte más estables.
Para aplicaciones de barrenos pasados también se puede utilizar el cabezal de boreado de desbaste de doble portainserto CCMT. Sin embargo, cuando la herramienta está casi saliendo del barreno, es probable que genere un arillo de viruta, el cual puede causar problemas en el extractor de virutas. Además, el barreno tendrá un borde despostillado a su salida y requerirá un chaflán para corregirlo.
Esto hace que nuestra segunda opción sea la mejor para aplicaciones de barrenos pasados siempre que sea posible.
Los Insertos SCMT de cuatro filos y ángulo de incidencia positivo de 6° se utilizan tradicionalmente para cortes balanceados, pero las innovaciones en herramientas están cambiando esto.
En teoría, una herramienta de corte escalonado requiere que el inserto interior (ajustado al diámetro más pequeño) esté por encima al inserto exterior (ajustado al diámetro mayor) en al menos la mitad del avance por revolución. Las cabezas de boreado de doble inserto más antiguas que usaban tornillos de leva o tornillos de ajuste de altura no podían ajustar la diferencia de altura suficiente para usar insertos cuadrados. Nuestros nuevos cabezales de corte de doble inserto son capaces de un ajuste de altura de 0.016” (0.4mm), por lo que es posible utilizarlos para métodos de corte escalonados.
En otras palabras, si una herramienta con un paso de 0.008” (0.2mm) avanza a más de 0.016IPR (0.4mm/rev), el inserto exterior cortará con el mismo diámetro que el inserto interior. Esta relación ya no es válida con una herramienta con un ángulo de incidencia de 6° y es necesario un paso más grande para permitir que cada inserto realice el boreado para el diámetro que fue configurado.
Este es un caso en el que las virutas delgadas son algo bueno. El ángulo de incidencia positivo reduce las fuerzas axiales al salir, evitando el arillo a la salida del boreado y el despotillamiento a la salida del barreno. Las placas soldadas apiladas, donde la herramienta de boreado entra y sale de las capas de placas de acero soldadas entre sí, son otro ejemplo de cómo los insertos SCMT resultan útiles porque no producen discos o arillos que puedan quedar atrapados entre placa y placa lo cual puede causar una falla catastrófica de la herramienta.
Opciones de Portainsertos para Boreado de Acabado.
Cuando se trata de un boreado de acabado, el ángulo de incidencia generalmente no influye en la calidad de la pieza. Cuando se considera que la profundidad de corte rara vez excede la mitad del radio del inserto, el ángulo es casi insignificante para las fuerzas de corte o la formación de viruta. Aun así, hay dos opciones de portainsertos para herramientas de boreado de acabado.
TCMT forma triangular estándar. Además de tres filos de corte, hay más tamaños, radios y grados que en cualquier otro inserto. El ángulo de incidencia es de 3°.
El error común es descalificar este portainserto y elegir el tipo de 90° al borear un hombro a 90°. En realidad, siempre debe aplicarse tanto para operaciones de boreado a escuadra de 90° como de barrenos pasados.
Una herramienta de boreado de acabado no está diseñada para producir un hombro a 90° en barrenos ciegos.
Cuando se realiza un boreado de acabado en un hombro, hemos diseñado que el inserto tenga un ángulo a 87° respecto al eje de la herramienta para que pueda permanecer fuera de la cara del hombro. Por lo tanto, la herramienta solo necesita "rozar" al fondo del hombro del barreno y por lo general, recomendamos "mantenerse alejado" del fondo del barreno aproximadamente 0.002” (0.050mm) para estar seguro.
Portainsertos CCMT. Se aplican las mismas reglas anteriores, aunque puede crear un verdadero hombro de 90°. Solo bajo requisitos muy estrictos de trabajo en la pieza, donde no se permiten errores, como algunas piezas aeroespaciales críticas para el vuelo, donde el barreno y el hombro deben crearse juntos.
Si este es el caso, el programador debe retroceder con una velocidad de avance de un 75% aproximadamente cuando la herramienta esté a menos de 0.005” (0.127mm) del hombro para minimizar la vibración al generar el hombro. Además, usar un inserto con una geometría prensada. Un inserto positivo y afilado con un rompevirutas 3D no puede producir el hombro en un ángulo constante.
A veces recibimos preguntas sobre por qué ofrecemos portainsertos para cabezales de boreado de acabado con ángulo de incidencia de 30° o 45°. Cuando se fabrican piezas poco comunes hay barrenos más grandes que pasan a un barreno más pequeño y la especificación de la pieza pide que el ángulo sea de 30° o 45° internamente.
La segunda razón es producir chaflanes en boreados. A muchos clientes les gusta tener una herramienta versátil y ajustable para producir una amplia gama de chaflanes en barrenos y estos portainsertos proporcionan esa característica.
Existen claras ventajas al ajustar el ángulo de incidencia correcto con la aplicación correcta. Al ensamblar una herramienta de boreado modular, no pase por alto esta selección. Puede ser tan importante para la calidad de los resultados, la productividad y la vida útil de la herramienta como otros factores que a menudo reciben mucha más atención.

By Jack Burley
BIG DAISHOWA—Americas
President/COO
Originally published in
Fabricating & Metalworking
Categorías
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.
Añadir nuevo comentario