Latest Tips
Correct Clamping of Mechanical Milling Chucks

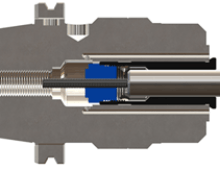
When using a mechanical milling chuck that implements a needle bearing cage, such as the Hi-Power (HMC) or Double Power (DS) milling chuck, the correct clamping position will vary. For all MEGA DS and most HMC chucks, correct clamping is achieved when the nut contacts the holder body.
With slim-type HMC(S) chucks, there are actually two possible clamping orientations. Typically, correct clamping means that the nut is flush with the stopper plate. However, you can also clamp in the "roughing" configuration, which involves tightening further until the nut contacts the body, as with other milling chucks. This gives greater clamping force at the expense of greater runout.
In any case, never tighten the nut without first inserting the tool shank. You will deform the inner bore, which will likely render the tool unrepairable. Using a side-lock type of cutting tool with flats on the shank will also cause irreversible deformation, so only use straight shank tools.
In addition, when loosening the nut, do not stop loosening once you're able to remove the tool. In other words, give the nut 1-2 more turns after the tool is removed. This "re-calibrates" the angle orientation of the needle bearings and ensures that you'll get proper clamping for the next tool.

By Jack Kerlin
BIG DAISHOWA—Americas
Former Applications Engineer
Categories
Tags:
Milling Chucks
Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.