Latest Posts




FAQs: Setting Up Boring Tools
We’ve seen and heard it all when it comes to boring holes—the most obscure applications you can imagine. That said, there are always a few questions that pop up over and over. From optimizing modular boring assemblies to deciding between twin boring or high-feed milling, here’s some of BIG KAISER’s best boring advice.
What are the big differences between twin boring and high-feed milling bores?
Generally speaking, the cycle time is about four times faster with a twin cutter than with a milling cutter; the deeper the bore gets, the more advantageous twin boring is in comparison to milling. With a milling cutter, you need to sweep along the full circumference of the hole, as opposed to the shortest path, straight along the axis of the bore.
Machine wear is also a factor. To interpolate, the spindle needs to be moving in a circular motion, so there’s continuous side pressure on the spindle. With a twin boring tool, you’re strictly plunging. All of the force is axial, straight back into the spindle.
What’s the difference between stepped and balanced cutting with a twin boring head?
Balanced cutting is just that—both inserts are set to the same height and cutting diameter. It is the more commonly used configuration because it’s easier to set, more stable, and permits higher feed rates because it’s a two-edge effective tool. It also works better for cast holes or pre-existing holes in weldments that are usually either not perfectly round, straight, or have some misalignment (core shift). The equalized cutting forces in a boring head set for twin cutting work best to correct these issues.
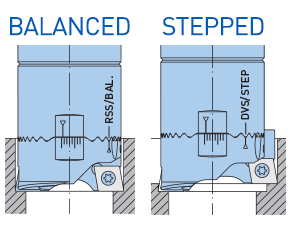
When stepped-cutting, you have the inserts staggered in both height and diameter. The lead insert takes approximately half of the total stock allowance and is followed by the second insert, cutting at the desired output diameter. This method is generally used for applications where the stock allowance is too great for the width of the inserts being used. By staggering the cutting edges, it’s possible to take heavier cuts with a single pass. Although this means the tool becomes single-edge effective, and the feed rates will need to be halved, generally the cycle times will be improved since a second tool is not needed—avoiding additional time from tool changing, spindle re-positioning, and spindle stops and starts.
Stepped cutting is also good for long-chipping materials. By breaking the overall cut into two smaller cuts, the chip width is reduced, making it easier to break off and evacuate out of the cutting area.
The third case for stepped-cutting is reduced power consumption. On smaller machines, heaving roughing cuts can stall the spindle – switching to stepped-cutting reduces the power required for a given cut.
Which is better, boring or reaming?
There are so many variables in reaming/boring scenarios, including single-point and multi-flute reamers. Once dialed in, certain types of reaming tools can offer productivity that a single-point boring tool simply cannot compete with. However, it’s that dial-in process that converts most reamer applications to boring applications. Time saved in the cut can quickly be negated by time spent trying to set a reamer in a complicated floating holder or adjusting guide pads. Also, the tooling used to semi-finish a reamed hole is often just as critical, which many times becomes a boring tool when other methods can’t reliably produce an acceptable hole for the reamer to finish. Perishable costs associated with reamers also must be considered when compared to indexable inserts on a boring tool.
How do I pick inserts to use with my SW 319 Series boring head?
Pages 408 and 409 of the BIG KAISER High Performance Tooling Solutions Catalog show insert recommendations for all of the possible insert types based on workpiece material, insert type and size, and available nose radius options. Additionally, the full complement of insert options for rough boring heads starts on page 517 and shows first- and second-choice options for specific materials and cutting conditions.
Another option is the BIG KAISER App, which is a free tool available on Android and IOS devices. The Cutting Data tab features a machining calculator that provides cutting speeds, feeds, and insert recommendations based on application parameters provided by the user.
Also, keep in mind that BIG KAISER offers accessory products for the SW 319 heads to provide more versatility for these tools. There are holders that are made specifically for chamfering, back boring, and face grooving.
When should I use an extension, how many can I use?
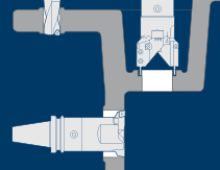
In any assembly, the number of components should be limited to four or five, not including the insert holders on the boring head. Since there are usually two-to-three length options for a given taper- and connection-size combination, most applications only require two-to-three different components (shank, extension/reduction, boring head). When users need more gage length, independent of boring depth, the best option is to use the largest CKB connection on the shank end and reduction adapters to minimize the assembly length-to-diam¬eter (L:D) ratio. When bore depth requirements exceed what standard taper adapters allow, extensions can be used, but a maximum of two is recommended.
Our equipment and know-how can help you tackle any machining challenge. Explore the full lineup of boring equipment from BIG KAISER or share your own questions with our experts here.
Categories
Tags:
Boring Tool
Boring



Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.