Latest Posts




LORD Corp has Zero Tolerance for Oversized Bores in Inconel

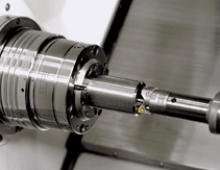
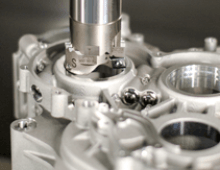
Engineers at LORD Corp., a manufacturer of expensive and complex aerospace parts, were struggling to achieve tight tolerances for precision bores on a new engine mount prototype. The stakes on this project were high – a single scrapped part due to an oversized bore was a loss equal to the company’s entire monthly budget. LORD reached out to BIG DAISHOWA and Blaser Swisslube to find a way to improve the boring process reliability.
The engine’s forging – made from Inconel 718 – was heat treated to Rc40. The properties of this material classify it as a nickel-based superalloy. That means high-strength, high-temperature tolerance and corrosion resistance. These characteristics also make for very low machinability. A high nickel content makes the material very abrasive, increasing tool wear. Final machining and boring after heat treat only add to the all-around difficulty.

“I thought I had solved just about all the toughest problems, but this material and the costs associated due to scrap were the most challenging tests I have ever made,” says Jack Burley, President/COO of BIG DAISHOWA-Americas.
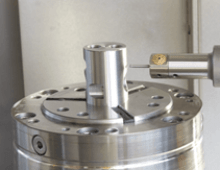
The test procedure was based on real-world requirements from LORD: Only after a hole was successfully bored in tolerance, could engineers move on to the next one. Each hole was considered a nearly completed workpiece, worth thousands of dollars, and could not be left undersized, have excessive taper or have bad surface finish. Most importantly, it could not be bored oversize.
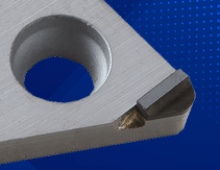
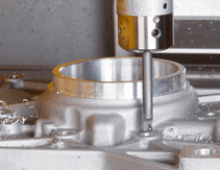
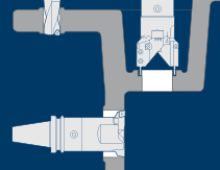
The solution was to manufacture every hole with two passes – with almost no adjustment in the diameter of the cutting edge in between. Due to radial forces, the first pass didn’t finish the hole, so a second spring pass reached the tolerance. The spring pass removed 0.0015″ more diameter material than the first pass.
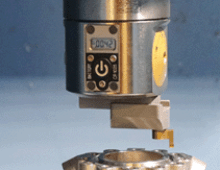
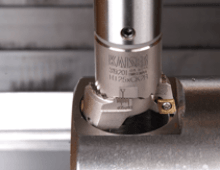
As inserts wear, bores get smaller with each successive cut, so when the post-spring-pass bore is in the lowest quadrant of the specifications, the head adjusts to compensate. BIG DAISHOWA's EWD digital head line enables these frequent adjustments.
“The heads give a zero setting that can always be a new starting point for a new insert, and each adjustment is stored in the head to give a total life for each insert, so every operator knows where the tool is,” Burley says.
To read the full article online, please click here.
Categories



Did you find this interesting or helpful? Let us know what you think by adding your comments or questions below.