Ahorra dinero con una mentalidad de alta productividad
En ningún otro lugar se analiza con tanta intensidad el concepto de eficiencia en costos como en el competitivo mundo de la manufactura, y con buena razón. Cada acción, ya sea una mejora o un error en el diseño o producción, se magnifica cada vez que produces una pieza, por lo que el efecto en los resultados financieros puede acumularse rápidamente.
También se puede argumentar que nadie tiene una influencia más directa sobre estos resultados que las personas responsables de producir la pieza. Es por esto que, si retrasas la producción, ya sea por un error honesto o no, puedes contar con que quienes supervisan las ganancias estarán encima de ti tarde o temprano.
Dicho así, puedes comenzar a imaginar la enorme presión que recae sobre los operadores de máquinas y fabricantes. ¡Pero bueno, la descripción del puesto nunca dijo que no sería estresante! E incluso cuando todo va bien, está la lucha diaria de buscar constantemente formas de mejorar los procesos actuales.
Mayor rentabilidad
Si alguna vez te has preguntado por qué los dueños de talleres tienen una obsesión con la manufactura esbelta, es porque esencialmente hay dos formas de aumentar la rentabilidad: incrementar ingresos o reducir gastos.
Dado que el diseño del producto y el margen de ganancia objetivo están prácticamente definidos en una empresa establecida, el propietario no tiene más opción que enfocarse en mejorar las ventas externas o reducir gastos internos innecesarios. Generalmente hay más margen de mejora en esto último, especialmente cuando nuevos proyectos llegan constantemente y el proceso de producción óptimo aún no se ha determinado.
El método clásico para reducir gastos es comprar equipos más económicos; la teoría sostiene que muchos de estos productos son comparables y que las diferencias de precio se basan en afirmaciones infladas sobre rendimiento, lealtad a la marca y cosas por el estilo. Es decir, que el mejor producto no proporciona suficiente ventaja para justificar su precio mucho más alto. Esta teoría no siempre es cierta.
Herramientas como inversión
Comprar herramientas es una forma de invertir tu dinero. Un inversor prudente no piensa en cuánto vale su dinero hoy o mañana; se pregunta cuánto valdrá dentro de 10, 20 o 30 años. De la misma manera, un operario sabio no presta demasiada atención al precio inicial de la herramienta, por difícil que sea. En cambio, se pregunta cuánto rendimiento obtendrá de la herramienta por la inversión realizada.
Una herramienta tiene su costo inicial o de capital (que es el precio que desanima a muchos compradores), pero también tiene un costo de vida útil u operacional. La ironía es que las herramientas de mayor calidad, que cuestan un poco más al principio, tienden a ahorrar dinero al comprador a largo plazo.
Muchos podrían decir “eso ya lo sé”, pero cada día vemos compradores o propietarios tomando decisiones basadas en una mentalidad de producción a corto plazo, creyendo que están ahorrando dinero. Esto se debe a que el cerebro humano está diseñado para comprender mejor los problemas a corto plazo que los de largo plazo. En un entorno donde se presentan trabajos de producción grandes y pequeños, debes entrenar tu cerebro para trabajar de manera diferente según el trabajo.
Por ejemplo, supongamos que necesitas brocas nuevas para un trabajo que requiere 1,000 agujeros. La Broca A cuesta $20, mientras que la Broca B cuesta $125. Puede parecer clara la elección. Sin más investigación, tienes razón en pensar que ambas brocas tendrán un rendimiento similar, y si no, la Broca B no puede ser tan superior. Naturalmente, te inclinas por la opción más barata porque cuesta menos a corto plazo.
Ahora supongamos que, en promedio, la Broca A dura 50 agujeros antes de romperse y la Broca B dura 700 agujeros. Esto nos da un costo por agujero de 40 centavos para la Broca A y aproximadamente 14 centavos para la Broca B. En otras palabras, gastarías $400 en el trabajo si usas la Broca A y $250 con la Broca B, con algo de vida útil restante. La Broca B pudo haber costado inicialmente cinco veces más que la Broca A, pero en este escenario, reduces casi a la mitad el costo final porque invertiste en una herramienta de calidad desde el principio.
Como se puede ver en el gráfico a continuación, una vez que superas los 300 agujeros, la Broca B siempre será la opción más económica en general, a pesar de costar inicialmente más de seis veces que la otra. Si el trabajo requiere 5,000 o 10,000 agujeros, la diferencia sería aún mayor. Además, no tendrás que lidiar con el problema de cambiar herramientas constantemente o con piezas desechadas.
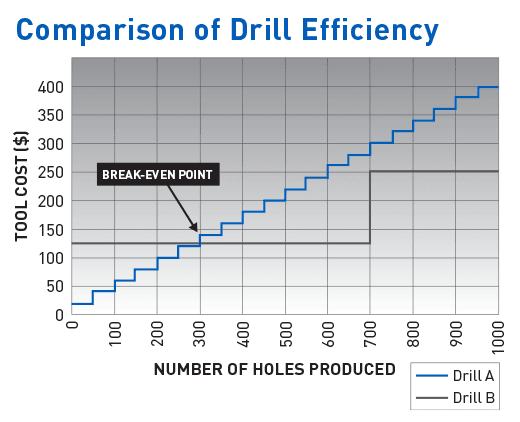
Como puedes ver, el precio de las brocas era engañoso. Dependiendo de la cantidad de tu producción, la opción aparentemente más cara será menos costosa a largo plazo.
En el ejemplo anterior, si la producción no supera los 300 agujeros, por supuesto que la Broca A es la mejor opción. Nadie dice que una opción más cara siempre sea más eficiente; todo depende de tu situación. Pero te sorprendería lo bajo que es el punto de equilibrio en muchos casos similares, y no solo para brocas.
Minimizar el costo por ciclo
Este concepto también se aplica a otras herramientas, como herramientas de taladrado. Muchas herramientas modernas son modulares, lo que significa que puedes apilar cabezales o extensiones en cualquier combinación para adaptarte a distintos diámetros y profundidades de agujero. Esta versatilidad es invaluable en talleres pequeños, donde tiendes a usar lo que ya tienes a mano. Sin embargo, si necesitas producir, por ejemplo, 5,000 cajas de engranajes con 3 o 4 agujeros concéntricos y chaflanes, la ventaja de los tiempos de ciclo más rápidos supera con creces la versatilidad.

Al decidir entre varias herramientas estándar y una herramienta combinada, todo se reduce al costo de capital y a los costos operativos (la mayoría de las personas tiende a olvidar estos últimos). Al final del día, buscas minimizar el costo por ciclo. Una herramienta especial o broca de alto rendimiento ciertamente costará más al principio, pero con el tiempo recuperarás la inversión gracias a cosas como menor tiempo de operación (consumo de energía, mano de obra, etc.) y menor mantenimiento. Estos son algunos de los costos operativos. A veces se consideran costos ocultos porque son difíciles de cuantificar.
| Costo | = | Costo Total | = | Costo de Capital + Costos Operativos |
| Agujero | Ciclo | Vida útil |
Ten en cuenta que con una herramienta combinada especial también hay ventajas invaluables: más espacio en el magazine, la opción de completar trabajos urgentes que de otro modo rechazarías, y tiempo adicional para trabajar en otros proyectos no relacionados.
Si tienes suficiente experiencia, no es complicado ver qué trabajos se benefician de herramientas combinadas especiales. Generalmente, cuanto mayor sea el número de agujeros concéntricos y/o la producción, más rentable será una herramienta combinada.
A medida que disminuye el número de agujeros o piezas en producción, la elección ideal entre varias herramientas estándar y una herramienta especial se vuelve más difusa. En ese caso, es necesario hacer un análisis completo de retorno de inversión. Pero de nuevo, te sorprendería lo rápido que los beneficios de herramientas especiales superan a los de las herramientas estándar.
Lo mismo aplica para cualquier herramienta especial. Una broca o fresa de forma especial puede lograr lo mismo: reduce el número de herramientas necesarias y, en consecuencia, el tiempo de ciclo.
Tranquilidad
El concepto también se aplica a los portaherramientas. Comprar el portaherramientas más barato puede ahorrarte dinero al principio, pero pronto la mala calidad de diseño/fabricación se hará notar. El aumento del desbalance, mayor vibración y menor fuerza de sujeción afectarán tu bolsillo con menor vida útil de la herramienta, piezas desechadas y, en algunos casos, daño al husillo. Con el tiempo aprendes que gastas más para solucionar estos problemas.
Además de ser una inversión, las herramientas de alta calidad también pueden considerarse una forma de seguro. Claro, pagas unos dólares extra por mejores materiales y fabricación, pero al final del día, lo que realmente estás comprando es tranquilidad.
¿Y por qué detenerse ahí? Este concepto puede aplicarse a cualquier equipo, cualquier producto realmente. Máquinas, fijaciones, montacargas, autos, tostadoras, toallas de papel, lo que sea. Todos estos productos, por consumibles que parezcan, tienen un costo y una vida útil esperada. Esto significa que puedes calcular el “valor por dinero” de cualquiera de ellos, es decir, la eficiencia en costos.
Todos hemos estado allí: eligiendo la opción más barata solo para salir del paso, solo para lidiar con el dolor de cabeza de arreglar el problema cuando falla antes de lo esperado. Los talleres con alta producción no pueden permitirse no pensar en costos a largo plazo, por lo que una ideología de eficiencia de costos y procesos de manufactura esbelta es esencial. Sin embargo, los talleres pequeños también tienen trabajos de largo plazo, por lo que deben ser adaptables en su enfoque.
Siempre es conveniente investigar el equipo de antemano para tener una idea de su valor (no del precio), porque podría ahorrarte cientos o miles de dólares al final del día.
Si tienes un proceso probado para un trabajo, siempre busca áreas de mejora. Prueba reemplazar una de tus herramientas o portaherramientas por la opción más cara de alto rendimiento y te sorprenderás de lo rápido que se amortiza y más al reducir desperdicio y mejorar los tiempos de ciclo.
Tomar decisiones de compra solo basado en el precio y sin investigar puede ser la vía de menor resistencia, pero en muchos casos, te estás haciendo un perjuicio a ti mismo (o a tu cliente) sin siquiera darte cuenta.
¿Te pareció interesante o útil? Haznos saber tu opinión agregando tus comentarios o preguntas a continuación.
Añadir nuevo comentario